Under the background of increasingly difficult engine technology upgrading and unsatisfactory power battery efficiency, lightweight technology is a common basic technology for both conventional fuel vehicles and new energy vehicles. As a kind of lightweight material with many excellent properties, aluminum alloy has become the first choice material in the development of automotive lightweight technology.

The mass of the vehicle body accounts for about 40% of the total mass of the vehicle. For the lightweight of the vehicle, the weight of the vehicle body plays a decisive role.
We have come today to talk about the key manufacturing technologies for aluminum alloy parts used in auto bodies, including aluminum alloy automotive sheet and tube hydroforming, sheet metal stamping, profile extrusion and structural casting (cast aluminum) forming technology.
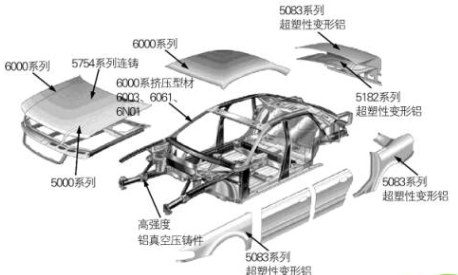
| Application of aluminum alloy on the bodyThe grade of aluminum alloy is divided into nine series from 1000 to 9000, depending on the type and content of non-aluminum elements contained.
Aluminum alloy materials for automotive body include: 2000 series with the highest content of copper elements and high hardness, and 5000 series containing magnesium elements, also known as "magnesium alloy". The content of magnesium and silicon is high, and the corrosion resistance and oxidation resistance are good. The 6000 series, different parts of the car body will use different types of plates, profiles, tubes and aluminum alloy materials such as high-performance cast aluminum.
Skeleton part: The part where the body is subjected to the most force, using 2000 series or 7000 series materials, can be strengthened by heat treatment.
Outer panel part: The secondary part of the vehicle body is a 5000 series or 6000 series material.
Door part: using 5000 series or 6000 series materials.
Floor part: Use 5000 series or 6000 series materials.
Casting: high-performance cast aluminum alloy, heat-treatable.
Aluminum alloys are widely used in automobiles
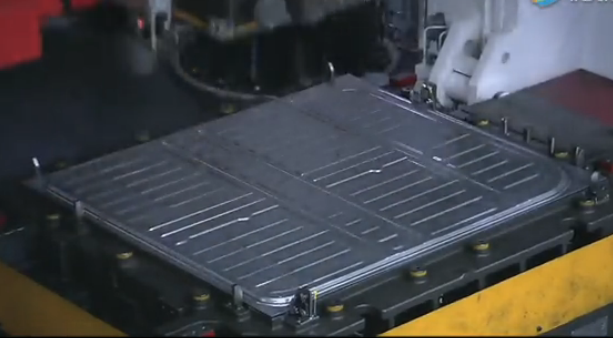
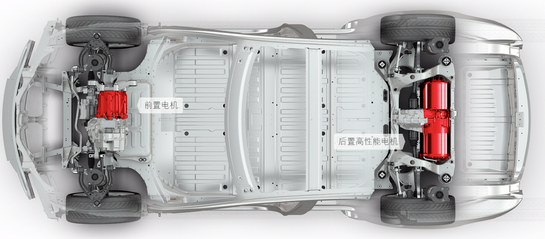
Aluminum castings are manufactured to carry large loads of parts, significantly reducing weight but also having high strength . These plates have complex geometries and are usually vacuum die-casted to give them higher strength. Aluminum castings also have high ductility, good welding performance, and high plasticity, ensuring high safety in the event of a collision. The type of aluminum alloy for these castings is a 5000 or 6000 series aluminum alloy. At present, aluminum castings are mainly used in electric vehicle battery pack structure boxes.

Tesla Model S Battery Case
| Key Manufacturing Technology of Aluminum Alloy Parts for Automotive BodyAluminum alloy parts for automobile bodies include cast (cast aluminum) connectors, cover parts (sheet punching), extruded profile frame parts, hydroformed sheet metal cover parts, and pipe structural parts.
The ordinary stamping process of aluminum alloys with poor surface quality and low yield (only about 70%) can not meet the requirements of high precision, high reliability, high efficiency and low defect manufacturing of auto body parts. The hydroforming technology of auto body parts has been applied in the automotive industry in developed countries such as Europe, America, Japan and South Korea. The maximum pressure of the equipment has reached 400 MPa. The aluminum alloy auto engine hood inner and outer panels, door inner and outer panels and fenders have been processed. The cover has been loaded into the car.
Large aluminum castings and hydroformed parts are the two core technologies for aluminum alloy molding. Aluminum alloy automotive sheet and tube hydroforming process as shown below.

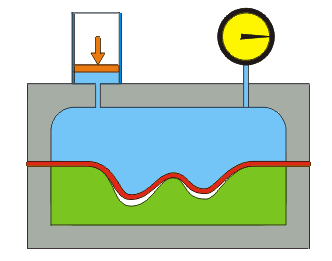
Hydroforming process
Compared with the stamping process, the advantages of the hydroforming process are as follows:
(1) Reduce the blank size and save material;
(2) Improve the forming limit and reduce the number of molding passes;
(3) The surface quality and dimensional accuracy of parts are greatly improved;
(4) Reduce the number and cost of matching dies;
(5) Reduce subsequent machining and assembly welding volume;
(6) It is possible to form parts with complex shapes, large deformation, and high integrity requirements.
This technology has become the mainstream technology for car lightweighting in foreign countries , and it has developed towards integration, rapidity, large-scale, and precision. Although China has succeeded in the development of large-tonnage hydroforming prototypes, such as 1600 t and 1050 t hydroforming equipment, there are still some major difficulties in the promotion and application of aluminum hydroforming technology in China.
(1) Lack of knowledge based on aluminum plate hydroforming design knowledge. The hydroforming knowledge provided to the designers is not systematic or comprehensive, resulting in the inability of our designers to take into account the application of hydroforming technology to lightweight structures.
(2) There is insufficient research on the formability and quality control system of aluminum sheet facing hydraulic forming technology. The results of studies on the formability and quality control of most aluminum sheet facing ordinary press forming do not apply to hydroforming techniques.
(3) A lot of tooling molds and ultra-high pressure hydraulic source systems have yet to make breakthroughs in the key technologies for industrialization.
(4) The research on equipment-wide linkage equipment with aluminum plate hydroforming is not perfect.
Due to the above reasons, the parallel operation system oriented to industrialization has not been practically applied. The development of tooling and molds has been difficult to form and has long debugging cycles. Therefore, the cost is relatively high and it is still rarely used in domestic models.
Aluminum Alloy Auto Sheet Parts Hydroforming Applications (Tesla Model S Side Panels and Floors)

Aluminum alloy automotive pipe parts for high pressure forming applications (Tesla Model S P85D and Jaguar XFL)
Aluminum alloy sheet temperature forming process is affected by many factors such as material forming performance, process parameters and mold design, lubrication and friction status, and is still a new technology for sheet metal stamping forming to be further researched and developed. If a breakthrough is achieved, efficient forming technology can be provided—average production parts per hour (ASPH) is greater than 540 pieces.
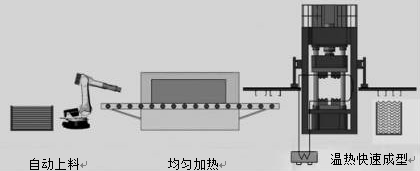
Automotive floor warm stamping process
In recent years, aluminum alloy plate warm forming technology has begun to be applied to automobile bodies. At present, there are still some deficiencies in sheet metal stamping technology used for stamping automotive body aluminum sheet, which is mainly manifested in the following aspects:
(1) Formability needs further improvement. The aluminum alloy sheet has poor local drawability and is prone to cracks, particularly in parts with relatively complex shapes.
(2) The surface quality of the parts is not ideal. In order to avoid cracking, stamping and stretching are often insufficient, and as the outer cover, defects such as local surface distortion are easily caused, and the surface quality is affected.
(3) The dimensional accuracy is not easy to grasp and rebound is difficult to control. Due to the above reasons, aluminum stamping dies are difficult to develop, require long debugging cycles, and are therefore costly and difficult to meet the quality requirements of high-grade car body parts.
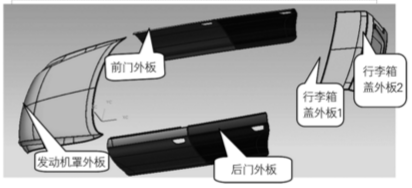
Automotive exterior cover
| Profile extrusionIn the body design, applying the space frame design can increase the static torsional stiffness of the vehicle body by 60%. Profile extrusion technology is a body-frame profile servo control extrusion bending forming technology, but also the main technical means to achieve space frame design.
Germany, Japan, the United States and other countries have invested a lot of human and material resources to tackle key technologies such as extrusion technology for large flat-width aluminum alloy profiles, precision quenching and artificial aging, and finishing and straightening. Some new extrusion technologies have also been developed, such as high-speed extrusion, hydrostatic extrusion, no residual extrusion, variable cross-section extrusion, and the like.
Mid- to high-end automobiles such as Audi, BMW's numerous models, Nissan series, Universal Regal and Grand Hyatt, and Toyota Crown all use aluminum alloys as materials for crash beams and energy-absorbing boxes.
The profile extrusion process actually begins with product design. The use requirements of the product determine many of the final parameters of the product, such as the mechanical processing performance of the product, the surface treatment performance, and the use environment requirements, which determine the type of extruded aluminum alloy. The design shape of the product also determines the properties of the aluminum profile and the shape of the extrusion die.
When the design problem is solved, the actual extrusion process begins with the extrusion of aluminum cast rods, softens by heating before extrusion, and then puts in the ingot barrel of the extruder and is then pushed by a powerful hydraulic cylinder. The front end is equipped with a squeeze pad extrusion bar, under the effect of strong pressure, the softened cast aluminum bar is extruded from the precision molding hole of the die.

Extrusion mould

Aluminum alloy front bumper beam

Jeep front bumper beam
The extrusion-bending integrated machining technology is shown below. The bending deformation of the profile after the die exit is achieved through a series of guiding devices. This method can not only accurately control the bending accuracy of the profile, but also can easily achieve three-dimensional bending (that is, different parts have different bending directions and radii of curvature). According to the force conditions when the profile is bent, the distance of the curved guide die from the outlet of the extrusion die can also be adjusted.
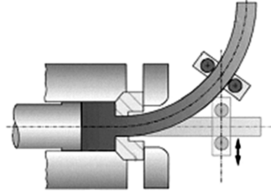
Profile extrusion-bending integrated processing
As far as the extrusion process is concerned, the optimization of process parameters is difficult to achieve because the motion characteristics of ordinary extrusion presses are fixed. Combining the servo control system with the extrusion press, any slider motion characteristic curve can be realized. The slider position accuracy can reach 0.01mm. The stroke of the servo press can be easily adjusted according to the forming process requirements, which can improve the product quality and production. Efficiency and reducing production costs are of great significance.
For the front cross-sections of cars, seat rails, bumpers, shock-absorbing structures, etc., the forming process usually uses stamping and welding methods, extrusion, and pressure expansion. These processes are complicated, have low production efficiency, and have high costs. Moreover, the welding area will reduce the body stiffness and energy absorption characteristics. The use of a servo-controlled extrusion-bending one-piece molding method to manufacture the aluminum profile members in the above-mentioned structure can significantly reduce the subsequent machining amount of the semi-finished products and obtain a high-performance extrusion of all fibers, thereby improving the strength performance and reliability of the body frame.
| Cast structure (aluminum) Forming Technology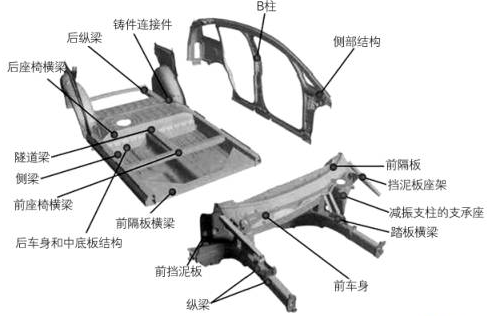
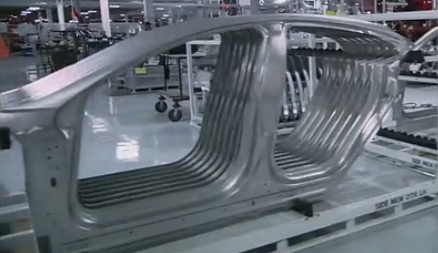
Aluminum Alloy Body Frame Structure (ASF)
The body frame of the aluminum alloy body frame structure is composed of cast and hydroformed aluminum alloy components, including 35% of high precision aluminum alloy castings, 22% of extruded aluminum alloy pieces, and 35% of aluminum alloy plates. Among them, the connection parts of the body frame are mostly aluminum alloy castings. Such castings play the role of connecting the aluminum materials of the vehicle body and are the main bearing components and have higher strength . In order to meet the needs of use, the body aluminum alloy castings are mostly complex thin-walled structures. Due to the structural characteristics of such castings and the need for mass production in the automotive industry, the use of traditional casting processes has been unable to meet the requirements. Currently, most of the aluminum alloy body castings in foreign countries employ new pressure casting such as vacuum pressure casting and special squeeze casting. Process technology.
Vacuum pressure casting and special squeeze casting are new casting techniques. Compared with ordinary die casting, vacuum die casting increases the vacuum pumping operation. The gas in the cavity can be pumped out. The metal fluid fills the cavity under vacuum, reducing the entrapped gas. The casting can be heat treated, and its mechanical properties are higher than those of conventional die casting. Ordinary die castings. Special extrusion casting can not only achieve liquid metal extrusion molding, but also can realize semi-solid metal paste extrusion molding. This slurry has good fluidity and spherical microstructure, can be molded into more complex castings, Moreover, the castings have excellent mechanical properties and a high degree of near-net forming.
| Aluminum body reliable connection technologyMechanical connection technology: Aluminum alloy has high thermal conductivity, and it uses traditional resistance spot welding technology to connect with extremely high energy consumption, and the quality is difficult to guarantee. At present, foreign automakers largely use self-piercing riveting, self-cutting screws and other mechanical connection methods to achieve aluminum alloy connections.
Welding technology: In addition to a large number of non-melting joining methods such as lock riveting, self-cutting screws, tapping screws, stamping process, and glue (adhesion) joints, aluminum alloy body part connection technology is also widely used in MIG welding. Laser welding (including laser welding, laser brazing) and laser-MIG arc welding. Among them, MIG welding, laser welding, laser-MIG arc hybrid welding, and friction stir welding have become standard processes for welding aluminum body parts.
Flexible edging technology: The body cover has high requirements on the appearance quality and strict control of precision. The conventional molded edging has large input and poor flexibility. The roller hemming of the robot has become an inevitable trend of edging flexibility. Mature foreign automotive equipment suppliers already have many flexible aluminum alloy wrapping technologies, such as German ThyssenKrupp, American Hirotec, German Edag, and British DVA. At present, the suppliers of edge wrapping equipment for domestic aluminum alloy coverings are mainly European and American companies.
Automobile lightweighting is an important development direction for future automobiles in terms of energy saving and environmental protection, and reducing pollution. As the aluminum alloy is a typical lightweight material, it is increasingly recognized by the industry. Therefore, its application in automobiles will become more and more extensive. It can be said that the fully aluminized body will be a trend for the future development of lightweight vehicles.
Reference materials
1. Li Yongbing, Chen Changnian, Lang Lihui, Xie Hui. Automotive aluminum body key manufacturing technology research. Automotive Technology and Materials, 2013(3):50-58.
2. Xu Zili, Lou Haipeng, Wang Hao. Aluminum alloy applications in the car. China Science and Technology Expo, 2014(3): 320-320.
3. The household has acquired Erlang and Gao Kuiyuan. The latest technology and development trend of Japanese aluminum alloy vehicles. Foreign Railway Vehicles, 2002, 39(2):7-11.
Lei Feng Network (search "Lei Feng Network" public concern) Note: This article published by Xiaopeng Automobile Lei Feng network, reproduced, please contact the authorize and retain the source and author, not to delete the content .